Proceso de contraencolado
Con una demanda de embalaje decorativo y expositores para puntos de venta que se encuentra en sus máximos históricos, BOBST pone en juego su historial de treinta y cinco años en la producción de equipos de contraencolado para ofrecer líneas de alto rendimiento y una excelente calidad en el producto acabado.
La línea de productos Contraencolado de BOBST está a la vanguardia de la tecnología gracias a su continua inversión en I+D y sus procesos de fabricación propios. El resultado es una excelente reputación en la producción de gamas de equipos de contraencolado que, al igual que los productos creados con ellas, aportan un alto valor añadido.

Proceso de contraencolado
El proceso de contraencolado es una forma de crear cartón ondulado con una superficie contraencolada de alta calidad. El proceso puede utilizar una bobina u hojas individuales de cartón ondulado como soporte, mientras que el papel superior es normalmente papel estucado que se alimenta desde un bobina preimpresa o una pila de hojas impresas individuales.
El proceso de contraencolado puede subdividirse en tres tipos principales: en línea, fuera de línea y hoja a hoja. Algunos equipos de contraencolado también pueden utilizarse para la producción de ondulado de cara simple independiente o creación de hojas.
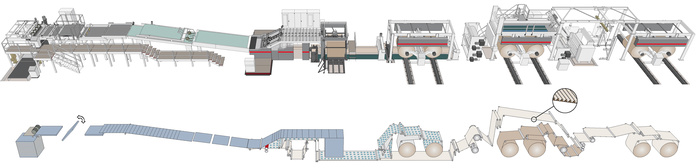
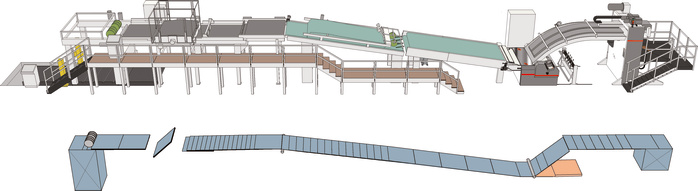
Las capacidades de cualquier línea de contraencolado dependerá de la configuración exacta de las unidades que incorpore. En términos generales, una línea constará de alguna combinación de tres elementos principales:
- Parte húmeda: para la producción de ondulado de cara simple
- Sección de contraencolado: para adherir el papel impreso al sustrato ondulado
- Sección de salida
No todas las líneas de contraencolado cuentan con una parte húmeda. Es posible que cada sección requiera unidades de manejo y proceso adicionales, entre las que podrían estar los introductores de hojas, rebobinadoras, cortadoras de hojas, aplicadores de cinta de desgarre y unidades de ranura central, entre otras.
Descripción del proceso
El elemento principal de la parte húmeda de la contraencoladora es el grupo de simple cara. Éste crea ondulado de cara simple a partir de bobinas de "liner" y papeles ondulados. El grupo está formado por varios componentes, entre los que están los soportes de bobinas, empalmadores, precalentadores, acondicionadores y la propia onduladora a simple cara, que suele denominarse módulo ondulador y que produce el papel ondulado y lo pega al “liner".
La sección de contraencolado de una contraencoladora une el sustrato ondulado, tanto si se formó en línea en una onduladora a simple cara, se suministró mediante una bobina o se introdujo como hojas individuales, con el papel superior impreso que puede haber sido alimentado como una bobina de material preimpreso o como hojas individuales. La unidad de encolado aplica adhesivo a las crestas del soporte ondulado, con el que se alinea el papel superior impreso y al que se adhiere este último. Si el contraencolado se va a entregar como hojas lo cortará a la longitud requerida.
En la sección de salida de una contraencoladora, el cartón contraencolado pasa a través de dos fases de secado: un proceso de compresión de una sola hoja, en el que las hojas se presionan entre dos cintas transportadoras, y una presión de correa con la que se consigue una buena adherencia final. El contraencolado resultante se lleva a un apilador o rebobinador, en función de si es una banda o una hoja.
Tipos de línea de contraencolado
Los tres tipos principales de líneas de contraencolado tienen diferentes capacidades, que pueden también variar en función de su configuración exacta.
- La contraencoladora en línea se utiliza principalmente para el contraencolado de hoja a banda, banda a banda, pero también puede utilizarse para el contraencolado banda a banda fuera de línea, el contraencolado doble de cara simple y de hojas, el rebobinado de cara simple, la aplicación de cinta de desgarre y la aplicación de ranura central en bandas preimpresas y sin imprimir. La línea constará de una parte húmeda además de una sección de contraencolado y salida.
- El contraencolado fuera de línea se utiliza principalmente para la producción de contraencolados de hoja a banda o banda a banda, utilizando una sección de contraencolado y una salida, pero sin parte húmeda. Los sistemas fuera de línea también pueden utilizarse para el contraencolado doble de cara simple y de hojas, la aplicación de cinta de desgarre y la aplicación de ranura central en bandas preimpresas y sin imprimir.
- Las contraencoladoras de hoja a hoja utilizan una sección de contraencolado y salida para producir cartón contraencolado a partir de hojas de soporte ondulado y papel preimpreso.
Además, la línea de contraencolado puede utilizarse como una onduladora de cara simple o una cortadora de hojas independiente, permitiendo al usuario realizar el rebobinado de cara simple, la producción de bobinas y hojas de cara simple y la realización de corte central de cara simple y ranura central en bandas sin imprimir.

ICP Bei'An number 沪ICP备17031570号-1 ![]() 沪公网安备 31011702004767号
沪公网安备 31011702004767号