Технология каширования
В ответ на постоянно высокую потребность в декоративной упаковке и изделиях для рекламного оформления торговых помещений компания BOBST, которая в течение тридцати пяти лет выпускает оборудование для каширования, может предложить пользователям линии, обеспечивающие высокую производительность работы и превосходное качество конечных изделий.
На переднем крае технологии;лито-ламинирования Линия продуктов BOBST постоянно инвестирует в исследования и как усилитель; развития; и собственные производственные процессы, приобретает репутацию для производства офсетной, ламинатор диапазоны оборудования, которое, как продукты, которые они используются для создания, предложение на добавленную стоимость.

Технология каширования
Каширование — это процесс изготовления гофрокартона с высококачественной поверхностью, запечатанной офсетным способом. В качестве подложки может использоваться рулон либо отдельные листы гофрокартона, а в качестве наружного слоя применяется мелованная бумага, которая подается из предварительно запечатанного рулона или стопки отдельных запечатанных листов.
Процесс каширования можно разделить на три основных типа: встраиваемый в линию, автономный и типа "лист на лист". Существует кашировальное оборудование, которое также может использоваться для автономного производства двухслойного гофрокартона или нарезания листов.
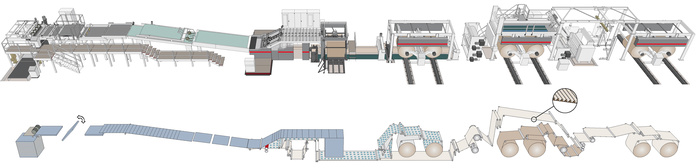
Возможности любой кашировальной линии зависят от конфигурации включенных в нее устройств. В общих чертах, линия состоит из некоторого сочетания трех основных элементов:
- Влажная часть: для производства двухслойного гофрокартона,
- Секция ламинирования: для приклеивания запечатанной бумаги к гофрированному материалу
- Секция выклада
Не все кашировальные линии содержат влажную часть. Для каждой секции могут потребоваться дополнительные устройства транспортировки и обработки, в числе которых могут быть устройства подачи листов, намотчики/размотчики, устройства резки листов, устройства нанесения отрывных полос и устройства продольного разрезания по центру.
Описание процесса
Основной элемент влажной части кашировальной машины — это группа единиц оборудования для производства двухслойного гофрокартона. Здесь создается двухслойный гофрокартон из рулонов бумаги — лайнера и флютинга. Группа состоит из нескольких единиц оборудования, в число которых входят рулонные размотчики, сплайсеры, устройства предварительного нагрева, кондиционеры и собственно оборудование для производства двухслойного гофрокартона, которое часто называется гофропрессом и где формируется гофр (флютинг) и приклеивается к внешнему слою (лайнеру).
В секции ламинирования кашировальной машины гофрированный материал, который может формироваться в линии гофропрессом или подаваться в рулонах либо в виде отдельных листов, соединяется с запечатанной бумагой верхнего слоя, которая может подаваться в виде рулона или отдельных листов. Клеевой узел наносит клей на гребни гофров гофрированной подложки, к которой после предварительного выравнивания приклеивается запечатанная бумага верхнего слоя. Если кашированный гофрокартон должен поставляться в виде листов, он разрезается на куски требуемой длины.
В секции выклада кашировальной машины кашированный картон проходит через две стадии сушки: операцию прессования отдельных листов, где листы сжимаются между двумя конвейерами, и прижимную секцию с ременным конвейером, которая обеспечивает надлежащее окончательное склеивание. Готовый кашированный гофрокартон затем выдается в обвязочное устройство или намотчик, в зависимости от того, рулон это или лист.
Типы кашировальных линий
Три основных типа кашировальных линий обладают различными возможностями, которые также зависят от точной конфигурации линии.
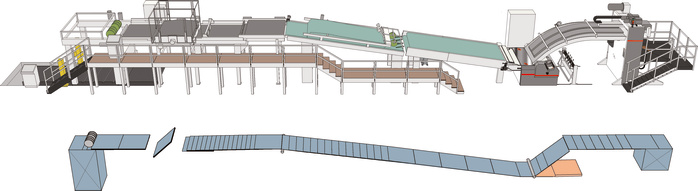
- Встраиваемая в линию кашировальная машина преимущественно используется для ламинирования в линию по технологии "лист на рулон" или "рулон на рулон", но также может использоваться для автономного ламинирования по технологии "рулон на рулон", двухстороннего ламинирования двухслойного гофрокартона и листа, намотки/размотки двухслойного гофрокартона, нанесения отрывной полосы и продольного разрезания по центру запечатанных и незапечатанных рулонов. В дополнение к секциям ламинирования и выклада линия содержит влажную часть.
- Автономное каширование преимущественно используется для производства ламинатов по технологии "лист на рулон" или "рулон на рулон" с помощью секций ламинирования и выклада, но без влажной части. Автономная система также может использоваться для двухстороннего ламинирования двухслойного гофрокартона и листа, нанесения отрывной полосы и продольного разрезания по центру запечатанных и незапечатанных рулонов.
- В кашировальных машинах, работающих по технологии "лист на лист" используются секции ламинирования и выклада, позволяющие изготовить кашированный картон из листов гофрокартона-подложки и запечатанной бумаги.
Кроме того, кашировальная линия может использоваться в качестве автономной машины для производства двухслойного гофрокартона или в качестве устройства резки листов. При этом можно осуществлять намотку/размотку двухслойного гофрокартона, изготавливать рулонный или листовой двухслойный гофрокартон и выполнять продольное разрезание по центру запечатанных и незапечатанных рулонов.

ICP Bei'An number 沪ICP备17031570号-1 ![]() 沪公网安备 31011702004767号
沪公网安备 31011702004767号